











центробежные насосы на раме
Когда говорят про центробежные насосы на раме, многие сразу представляют себе просто насос, прикрученный болтами к куску швеллера. На деле же — это целая система, где рама не просто ?держатель?, а элемент, который напрямую влияет на соосность, вибрацию и, в конечном счёте, на ресурс агрегата. Частая ошибка — недооценивать её расчёт и изготовление, особенно когда речь идёт о мощных или многоступенчатых моделях. У нас в ООО Чжэцзян Янцзыцзян Насосная Промышленность к этому подходят иначе: рама — это часть насосного агрегата с самого этапа проектирования.
Конструкция рамы: что важно помимо толщины металла
С виду всё просто: стальной профиль, рёбра жёсткости, монтажные площадки. Но вот нюанс: рама для, скажем, многоступенчатого центробежного насоса и для компактного линейного — это разные задачи. В первом случае критична жёсткость на кручение, чтобы сохранить соосность вала насоса и двигателя при тепловом расширении и нагрузке. Мы не раз сталкивались с ситуациями, когда при заказе у сторонних производителей раму делали ?на глазок? — вроде бы металл толстый, а после полугода работы появляется вибрация, сальники начинают течь. Причина — недостаточная расчётная жёсткость, рама ?играет?.
Поэтому у нас в цеху стоит отдельный участок по изготовлению рам. Используем не просто сварку, а строгий контроль геометрии после неё — отжиг для снятия напряжений, затем механическая обработка посадочных плоскостей под насос и двигатель. Это даёт ту самую ?нулевую? плоскость, на которую можно точно выставить агрегат. Кажется мелочью, но именно это позволяет избежать проблем при монтаже на объекте, где далеко не всегда идеальный фундамент.
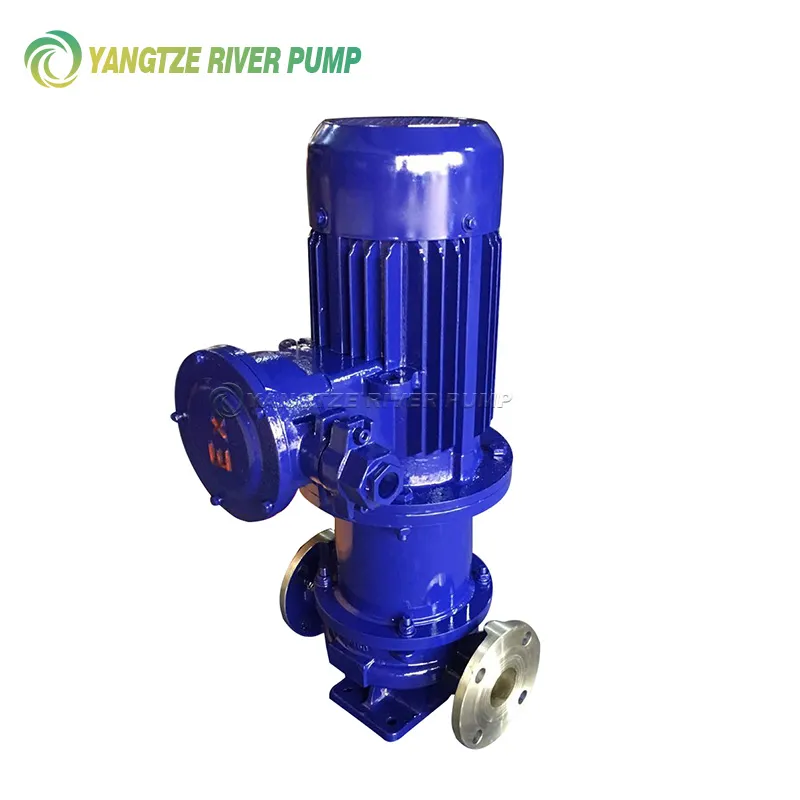
Ещё один момент — унификация. Для стандартных серий, тех же центробежных насосов на раме серии ISG или IRG, у нас есть типовые рамы-основания. Но если проект нестандартный — например, требуется разместить на общей раме насос, двигатель и частотный преобразователь, — то идёт отдельный расчёт. Иногда даже делаем пробную сборку в цеху, чтобы убедиться в удобстве обслуживания (доступ к сальниковой камере, сливным пробкам). Опыт показал, что лучше потратить день на эту сборку, чем потом выслушивать претензии от эксплуатационщиков, которые не могут подлезть ключом.
Сборка и центровка: где чаще всего ошибаются
Идеальная рама — это только половина дела. Вторая половина — правильная сборка агрегата. Здесь главный враг — спешка. Стандартная процедура: установить насос на раму, закрепить ?наживую?, затем установить двигатель, провести предварительную центровку по полумуфтам, затянуть крепёж, затем сделать окончательную центровку с помощью индикаторных часов. Звучит банально, но сколько раз видел, как монтажники, торопясь, пропускали этап предварительной центровки после затяжки болтов рамы к фундаменту! А ведь даже самая жёсткая рама может слегка ?повести? после анкеровки.
Особенно капризны в этом плане центробежные насосы на раме с магнитной муфтой (магнитные насосы). Там зазор между полумуфтами минимальный, и перекос даже в пару десятых миллиметра может привести не только к вибрации, но и к перегреву магнитов. У нас был случай на одном химическом предприятии — насос вышел из строя через месяц. При разборке оказалось, что виновата не продукция, а монтаж: раму поставили на неровный фундамент, подкладывая под опоры стальные пластины разной толщины. Со временем от вибрации эти прокладки сместились, нарушилась соосность. Пришлось выезжать, делать всё заново, но уже с применением эпоксидной выравнивающей смеси для рамы. С тех пор в паспорте на такие ответственные агрегаты мы отдельным пунктом прописываем требования к подготовке фундамента.
Совет, который всегда даю заказчикам: не экономьте на времени центровки на месте. Лучше потратить лишние несколько часов, чем потом месяцами бороться с последствиями. И да, индикаторные часы — обязательно, а не ?на глазок? по щупу.
Материалы и защита: для разных сред — разные подходы
Стандартная рама — это, как правило, углеродистая сталь с грунтовкой и покраской. Для большинства помещений этого хватает. Но если насосный агрегат будет работать на улице, в приморской зоне с солёным воздухом, или в цеху с агрессивной атмосферой (пары кислот, щелочей), то окраски недостаточно. Мы предлагаем варианты с горячим цинкованием рамы или покрытием специальными полимерными составами. Это увеличивает стоимость, но для объектов, скажем, в химической или нефтегазовой отрасли — это необходимость, а не опция.
Интересный опыт был с поставкой насосов для оросительных систем в регион с жёсткой водой. Проблема была не в раме, а в том, что брызги и капли воды, содержащие соли, постоянно попадали на её поверхность. Через пару лет обычная краска начала пузыриться. Решение нашли простое, но эффективное: стали делать на рамах съёмные защитные кожухи из оцинкованной стали для муфтового соединения и двигателя. Это не давало воде застаиваться на горизонтальных полках рамы. Мелочь, но ресурс увеличился заметно.
Для пластиковых химических насосов, которые у нас тоже в линейке, подход к раме особый. Сам корпус насоса из полипропилена или PVDF, а рама — стальная. Здесь важно обеспечить не только жёсткость, но и правильное крепление пластикового корпуса, чтобы не создавать локальных напряжений. Мы используем специальные прокладки и особую схему затяжки крепёжных шпилек. Если перетянуть — можно треснуть фланец. Этот опыт пришёл, что уж скрывать, после пары неудачных проб на заре производства таких моделей.
Интеграция с другими системами: больше, чем просто насос
Современный центробежный насос на раме — это часто не изолированная единица, а часть технологической линии. На раму могут выноситься датчики вибрации, температуры, шкафы локального управления. При проектировании это нужно учитывать заранее. У нас на сайте yangtzeriverpump.ru в разделе продукции можно увидеть, что для многих моделей мы предлагаем опцию предварительной установки датчиков и даже прокладки кабельных трасс по раме. Это экономит время монтажа на объекте.
Был проект для пищевого комбината, где требовалась частая мойка агрегатов. Заказчик просил, чтобы на раме не было труднодоступных мест, где могла бы скапливаться грязь. Пришлось пересмотреть стандартную конструкцию: сделали сплошные наклонные поверхности вместо рёбер жёсткости в виде ?лесенки?, все сварные швы тщательно зашлифовали. Получилась гладкая, легко моющаяся поверхность. Это к вопросу о том, что рама должна проектироваться под конкретные условия эксплуатации.
Ещё один тренд — запрос на компактность. Особенно для модернизации старых производств, где место в дефиците. Иногда приходится компоновать на одной раме самовсасывающий насос и ресивер, или погружной насос с системой подъёма. Тут без индивидуального подхода не обойтись. Наше КБ как раз часто занимается такими нестандартными компоновками, используя проверенные серийные узлы, но собирая их в новую ?геометрию?.
Испытания и отгрузка: последний рубеж контроля
Готовый насосный агрегат на раме у нас не покинет завод без комплексных испытаний. Это не только гидравлические испытания насоса на параметры (напор, расход), но и проверка собранного узла. Агрегат запускается на испытательном стенде, замеряется вибрация на подшипниковых узлах и на самой раме, проверяется нагрев двигателя, работа на разных режимах. Только после этого ставится шильдик ООО Чжэцзян Янцзыцзян Насосная Промышленность.
Часто спрашивают: а зачем испытывать уже собранный на раме агрегат, если насос сам по себе уже проверен? Ответ прост: чтобы поймать возможные дефекты сборки. Однажды на испытаниях обнаружили повышенную вибрацию. Причина — заводской дефект не у нас, а у поставщика двигателя: немного била посадка вала. Если бы отгрузили ?как есть?, проблему бы искали на объекте в монтаже, раме, чём угодно, теряя время. Так что этот этап — страховка и для нас, и для заказчика.
Перед отгрузкой рама ещё раз осматривается, при необходимости подкрашиваются места, где могли снять краску при центровке. Крепёж, ключи, паспорт — всё упаковывается в ящик. Кажется, мелочи, но именно из таких деталей складывается впечатление о надёжности поставщика. В конце концов, центробежный насос на раме — это лицо производителя, которое первым видят на объекте. И оно должно говорить о качестве.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
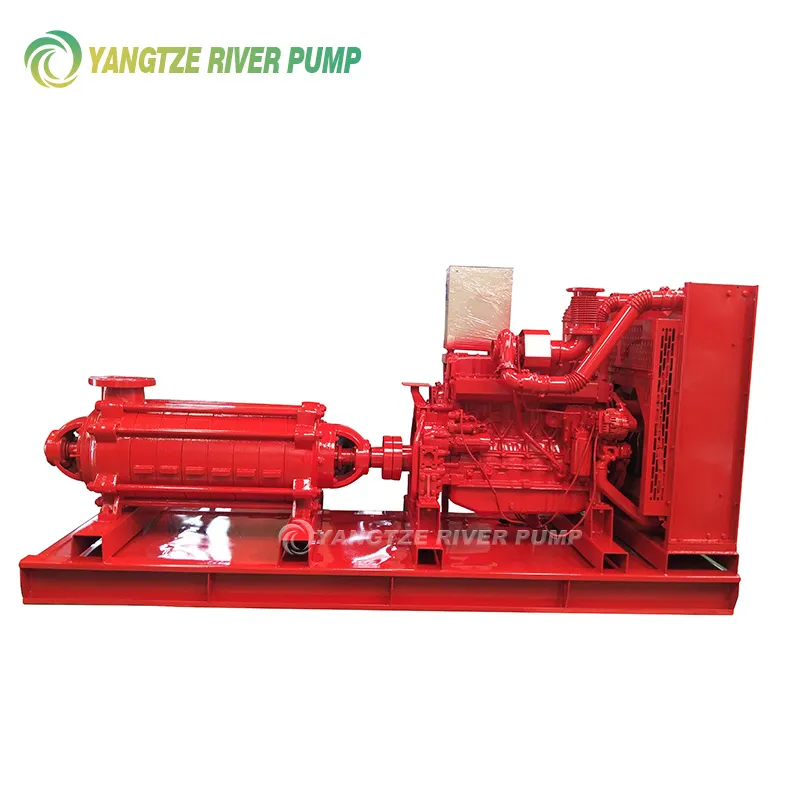 Серия YZD Дизельные многоступенчатые центробежные насосы
Серия YZD Дизельные многоступенчатые центробежные насосы -
 Шестерёнчатые насосы с круговым зубом типа YCB
Шестерёнчатые насосы с круговым зубом типа YCB -
 Неметаллические пневматические мембранные насосы QBK
Неметаллические пневматические мембранные насосы QBK -
 Нефтехимические технологические насосы API 610 YZE
Нефтехимические технологические насосы API 610 YZE -
 Многоступенчатые центробежные насосы вертикальные из нержавеющей стали (лёгкой серии) CDL и CDLF
Многоступенчатые центробежные насосы вертикальные из нержавеющей стали (лёгкой серии) CDL и CDLF -
 Погружные химические насосы FY
Погружные химические насосы FY -
 Скважинные насосы типа QJ
Скважинные насосы типа QJ -
 Шнековые насосы санитарного исполнения типа GF
Шнековые насосы санитарного исполнения типа GF -
 Химические центробежные насосы из нержавеющей стали IH
Химические центробежные насосы из нержавеющей стали IH -
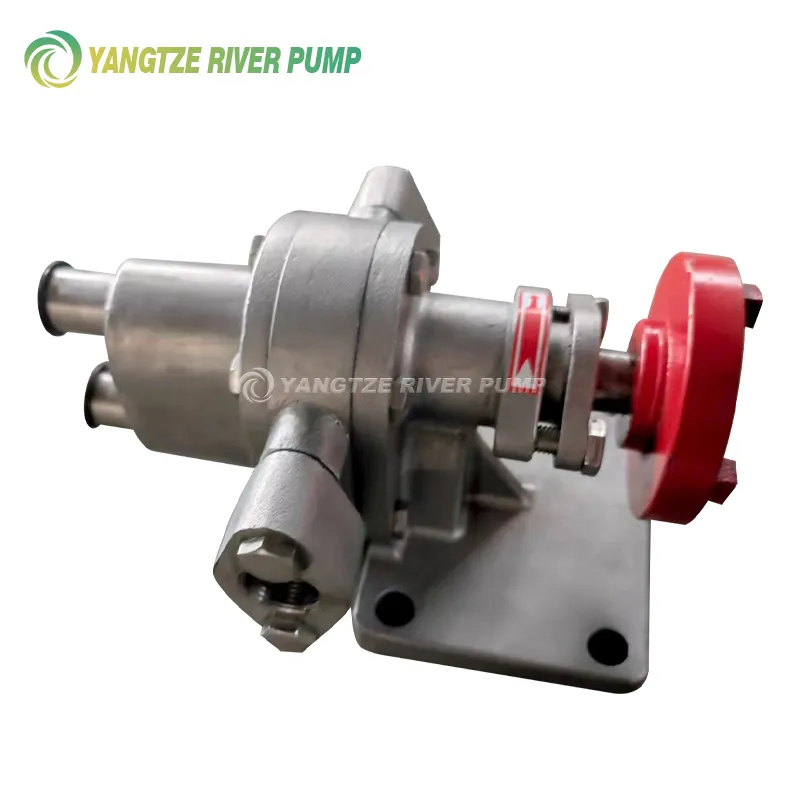 Шестерёнчатые масляные насосы типа KCB
Шестерёнчатые масляные насосы типа KCB -
 Вертикальные одноступенчатые трубопроводные центробежные насосы ISG и IHG
Вертикальные одноступенчатые трубопроводные центробежные насосы ISG и IHG -
 Бесступенчато регулируемые шнековые насосы типа G
Бесступенчато регулируемые шнековые насосы типа G
Связанный поиск
Связанный поиск- Самовсасывающие насосы для сточных вод
- лучшие глубинные насосы воды
- магнитно разрядный насос
- насос центробежный 50 25
- центробежный насос 0 55 квт
- моноблочный водокольцевой вакуумный насос
- Вертикальные центробежные насосы
- вакуумный насос производство
- насос погружной центробежный насос 7
- производство центробежных насосов