











центробежные двухопорные насосы
Вот скажу сразу — когда слышишь ?центробежные двухопорные насосы?, многие представляют себе просто насос с валом на двух подшипниках. Но это поверхностно. Суть в том, что такая конструкция — это ответ на вызовы долгой, тяжёлой работы без права на остановку. В ООО Чжэцзян Янцзыцзян Насосная Промышленность мы через это прошли: делали, тестировали, видели, где другие схемы дают слабину. Особенно в сегменте мощных одноступенчатых и многоступенчатых машин. Двухопорность — это не просто ?две точки?, это про распределение нагрузок, про минимизацию прогиба вала при высоких напорах и температурах. Частая ошибка — считать, что раз опор две, то можно нагружать как угодно. Нет. Здесь каждая деталь от корпуса до уплотнения работает в ином режиме.
Почему именно двухопорная схема? Из практики, а не из учебника
Начну с банального, но важного: если у вас длинный вал, большие рабочие колёса и высокие обороты — однопорный или консольный вариант будет ?играть?. Вибрация, износ уплотнений, преждевременный отказ подшипников. Мы в своё время собирали данные с испытательных стендов на нашем производстве — восемь линий ведь не для красоты. Для агрегатов, скажем, на тепловые сети или крупные водозаборы, где напоры от 80 метров и выше, прогиб вала даже в доли миллиметра ведёт к контакту уплотнительных колец. А это — течь, остановка, ремонт. Центробежные двухопорные насосы в такой компоновке как раз и решают эту проблему: вал лежит на двух независимых опорах, расстояние между которыми рассчитано так, чтобы критическая скорость вращения была значительно выше рабочей. Это базис.
Но и тут есть нюанс. Нельзя просто взять и разнести опоры как можно дальше. Увеличивается длина вала, растёт его масса — нужен уже более массивный вал, иначе возникнут свои формы колебаний. Приходится искать баланс. В наших многоступенчатых насосах вертикального типа, к примеру, эта задача решалась итеративно: несколько циклов расчётов в НИОКР-отделе, потом прототип, испытания на вибростенде, замеры. Иногда возвращались к чертежам. Это нормально.
И ещё по поводу материалов. Для вала в двухопорных насосах обычная углеродистая сталь часто не проходит, особенно если перекачивается не просто вода, а что-то агрессивное или горячее. Мы применяем легированные стали, а в случае с химическими насосами — валы с защитными гильзами из более стойких сплавов. Это увеличивает стоимость, но надёжность того стоит. Помню случай с поставкой насосов на предприятие, где в теплоносителе были примеси. Консольный насос конкурентов ?ходил? максимум полгода. Наши двухопорные, с правильно подобранным материалом вала и торцевыми уплотнениями двойного действия, отработали уже три года без вмешательства. Клиент сначала сомневался в цене, а потом сам заказывал ещё.
Испытания — где теория встречается с реальностью
Любой расчёт — это модель. А реальность всегда вносит коррективы. У нас на площадке есть испытательный контур, где можно гонять насосы на разных режимах. Так вот, для центробежных двухопорных насосов критически важным этапом является проверка на вибрацию не только на номинальном режиме, но и при пуске, остановке, и при работе на частичных нагрузках. Именно там могут проявиться резонансные явления, которые в расчётах могли быть пропущены.
Была история с одним из наших первых многоступенчатых горизонтальных насосов. По расчётам всё было идеально. На испытаниях на номинале 2950 об/мин — вибрация в норме. Но при плавном снижении оборотов до примерно 2100 — возникал заметный гул, стрелка виброметра подрагивала. Оказалось, мы ?попали? в одну из критических частот при переходном процессе. Решение было не в переделке корпуса или вала, а в доработке системы крепления фундаментной плиты и добавлении демпфирующих прокладок под опорные кронштейны. Мелочь? Нет. Именно такие мелочи и отличают продукт, который просто работает, от продукта, который работает десятилетиями.
Поэтому сейчас в нашей компании цикл ?НИОКР — производство — испытания? замкнут. Без подписи начальника испытательного отдела насос не идёт в упаковку. Это касается всех типов, будь то линейные центробежные насосы для водоснабжения или более сложные магнитные насосы для агрессивных сред. Принцип один: проверить в условиях, максимально приближенных к реальным, а лучше — с небольшим запасом по нагрузке.
Сопряжение с другими системами — частая головная боль
Отдельная тема — монтаж и обвязка. Можно сделать идеальный насос, но его испортят неправильные подводящие трубопроводы. Для двухопорных конструкций это особенно актуально из-за их чувствительности к внешним нагрузкам на патрубки. Если трубопровод жёстко закреплён и даёт нагрузку на фланец насоса, это может привести к перекосу корпуса относительно вала. Последствия — быстрый износ.
Мы всегда в документации и в консультациях для клиентов акцентируем на этом внимание. Рекомендуем использовать компенсаторы или делать монтаж труб с соблюдением соосности, без натяга. Один раз приехали на запуск объекта, где насос уже стоял, а трубопроводы монтировала другая бригада. Сразу было видно — всасывающая труба ?тянет? корпус. Попросили замерять вибрацию — значения были выше допустимых. Пришлось уговаривать заказчика переделать участок трубы, установить опору. После этого всё встало на свои места. Это опыт, который не купишь.
И ещё про фундамент. Массивный, жёсткий. Для наших мощных моделей это обязательное условие. Лёгкая плита будет резонировать, и вся выгода от сбалансированного ротора сведётся на нет. Иногда даже предлагаем типовые чертежи фундаментов — чтобы не было разночтений.
Эволюция в ассортименте и взгляд в будущее
Если посмотреть на наш сайт yangtzeriverpump.ru, видно, что спектр широкий: от одноступенчатых до многоступенчатых, есть и магнитные, и самовсасывающие, и погружные. Но центробежные двухопорные насосы остаются для нас особым направлением. Это продукты, где инженерная мысль и точность изготовления видны как нигде. Сейчас мы активно работаем над интеграцией систем мониторинга состояния — вибрации, температуры подшипников — прямо в конструкцию. Не как дорогую опцию, а как стандарт для определённых серий. Потому что предупредить поломку дешевле, чем ремонтировать.
Также вижу тренд на кастомизацию. Не бывает двух абсолютно одинаковых технологических процессов. Кому-то нужен особый сплав для колеса, кому-то — специфическое уплотнение. Гибкость производственных линий позволяет нам это делать без драматичного увеличения сроков. Недавно, например, адаптировали стандартную двухопорную модель для работы с жидкостью с высоким содержанием абразивных частиц: поставили колеса с увеличенным зазором и износостойким покрытием. Работает.
В итоге, что хочу сказать. Двухопорный насос — это не просто тип, это инженерное решение для ответственных задач. И его выбор должен основываться не на цене в первую очередь, а на анализе условий работы. Мы в ООО Чжэцзян Янцзыцзян Насосная Промышленность накопили здесь достаточный опыт — и успешный, и не очень (без этого никуда), чтобы помогать делать этот выбор осознанно. Главное — понимать, что вы покупаете не железо, а надёжность и время бесперебойной работы. А это, в конечном счёте, и есть главная экономия.
Соответствующая продукция
Соответствующая продукция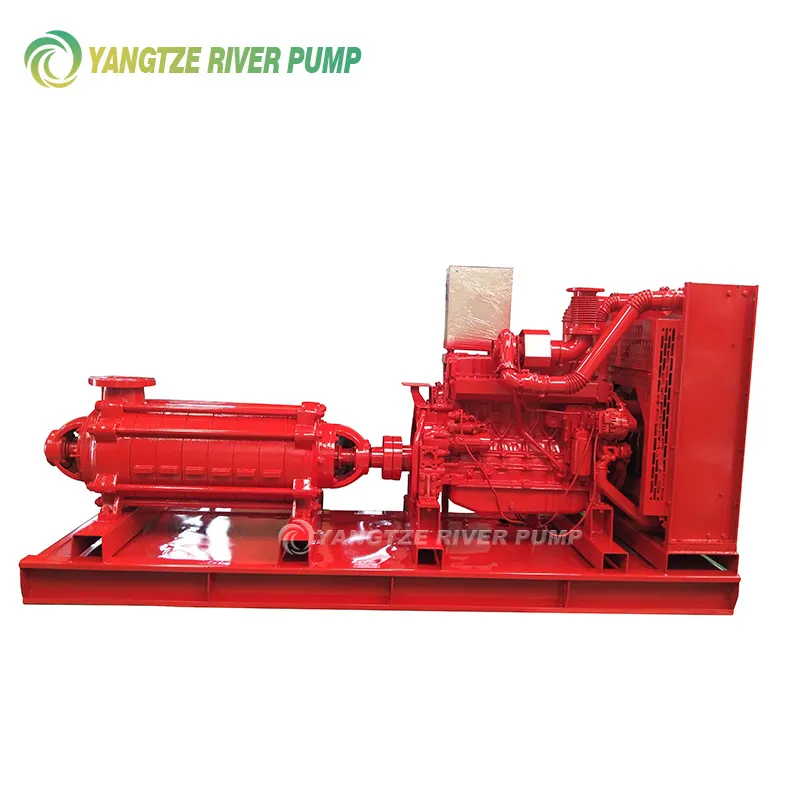



Самые продаваемые продукты
Самые продаваемые продукты-
 Водокольцевые вакуумные насосы типа 2EB
Водокольцевые вакуумные насосы типа 2EB -
 Вертикальные насосы с футеровкой из фторопласта YQF
Вертикальные насосы с футеровкой из фторопласта YQF -
 Трубопроводные насосы для сточных вод GW
Трубопроводные насосы для сточных вод GW -
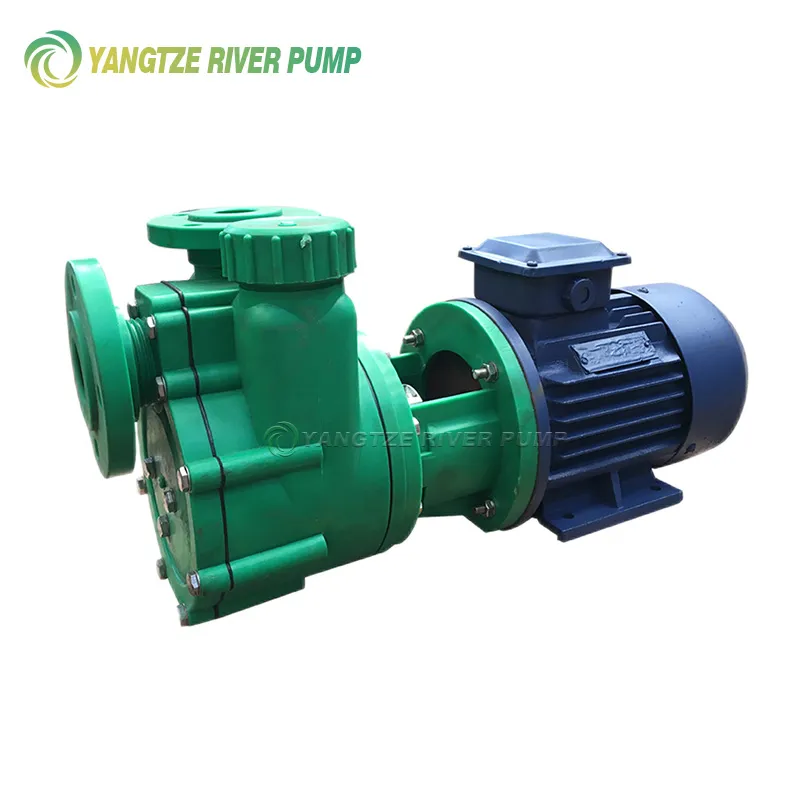
 Пластиковые магнитные насосы CQF
Пластиковые магнитные насосы CQF -
 Водокольцевые вакуумные насосы типа SK
Водокольцевые вакуумные насосы типа SK -
 Вертикальные погружные насосы для сточных вод YW
Вертикальные погружные насосы для сточных вод YW -
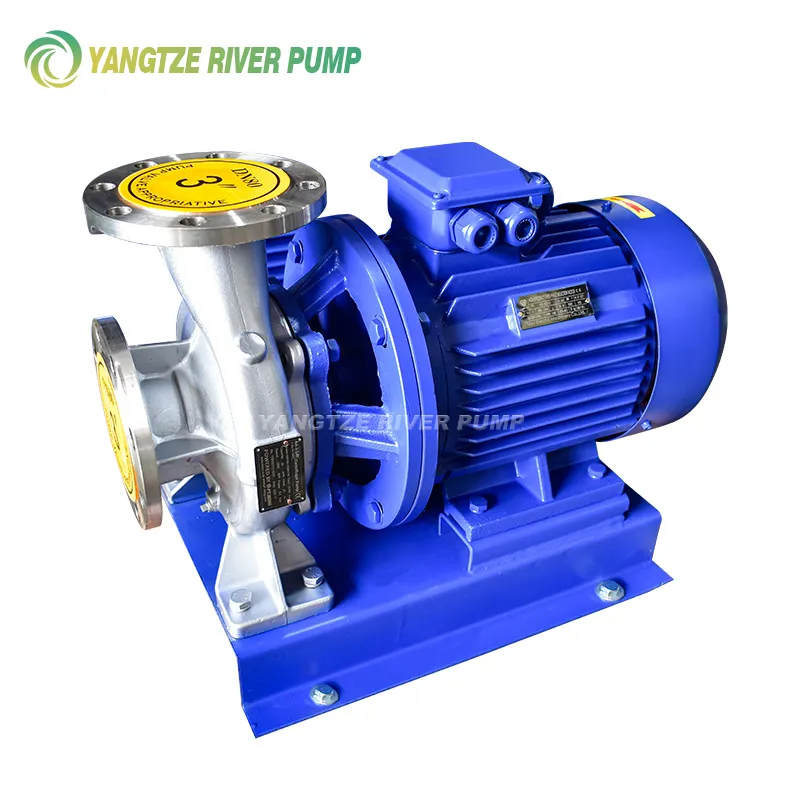 Одноступенчатые горизонтальные трубопроводные центробежные насосы ISW и ISWH
Одноступенчатые горизонтальные трубопроводные центробежные насосы ISW и ISWH -
 Коррозионностойкие центробежные насосы из нержавеющей стали SFB и SFBX
Коррозионностойкие центробежные насосы из нержавеющей стали SFB и SFBX -
 Скважинные насосы типа QJ
Скважинные насосы типа QJ -
 Многоступенчатые центробежные насосы вертикальные из нержавеющей стали (лёгкой серии) CDL и CDLF
Многоступенчатые центробежные насосы вертикальные из нержавеющей стали (лёгкой серии) CDL и CDLF -
 Одноступенчатые центробежные насосы двустороннего входа типа S
Одноступенчатые центробежные насосы двустороннего входа типа S -
 Высоковязкостные насосы с внутренним зацеплением типа NYP
Высоковязкостные насосы с внутренним зацеплением типа NYP
Связанный поиск
Связанный поиск- магнитный центробежный насос
- водокольцевой вакуумный насос 5 5 квт
- Автоматические насосы повышения давления с частотным регулированием и постоянным давлением
- винтовые объемные насосы
- центробежные насосы для водоснабжения
- схема одноступенчатого центробежного насоса
- Насос для горячего масла
- центробежные насосы систем отопления
- вертикальный полупогружной центробежный насос
- Самовсасывающие насосы для сточных вод