











Пластиковые самовсасывающие центробежные насосы
Когда слышишь ?пластиковые самовсасывающие центробежные насосы?, первое, что приходит в голову — это что-то для воды в саду. А на деле, это часто сложная химия, агрессивные среды, где сталь сдаётся через полгода. Многие ошибочно думают, что главное — это самовсасывание, а материал корпуса и рабочего колеса — дело второе. Но именно в химической промышленности, на очистных, в гальванических цехах, выбор между, скажем, полипропиленом и PVDF решает, проработает ли насос год или три месяца. У нас в ООО Чжэцзян Янцзыцзян Насосная Промышленность на восьми полных линиях как раз и видишь эту эволюцию — от стандартного центробежного насоса до специализированного химического агрегата.
Почему именно пластик, а не ?нержавейка??
История началась с запросов от клиентов по перекачке кислот, щелочей, растворов солей. Классические центробежные насосы из нержавеющей стали AISI 316 показывали хорошую кавитационную стойкость, но против той же соляной кислоты средней концентрации — нет. Коррозия, точечные поражения, задиры на валу. Перешли на эксперименты с облицовкой, но это дорого и ненадёжно в месте уплотнения.
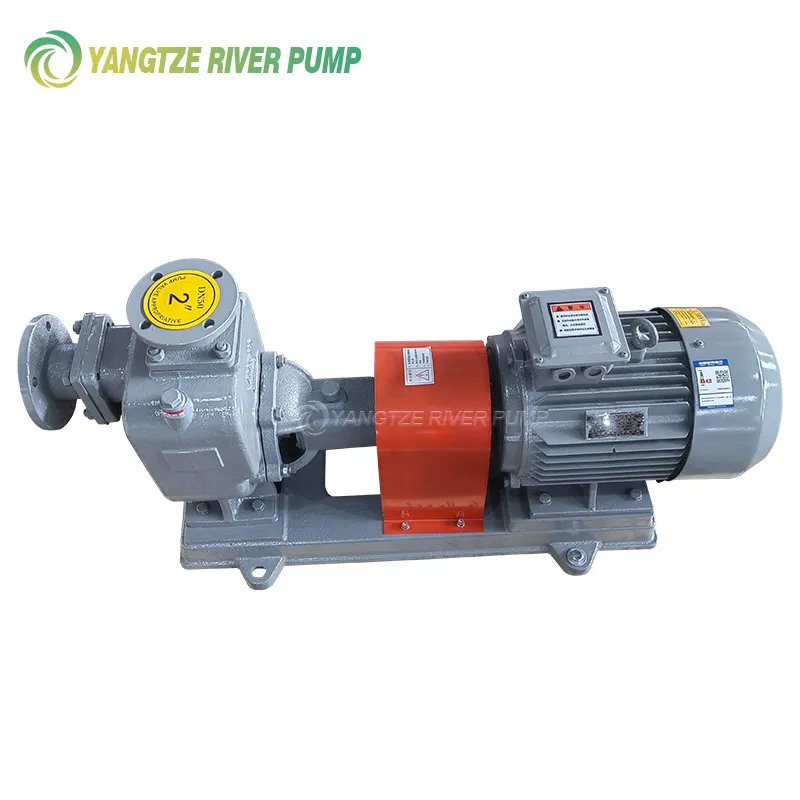
Тогда и появился запрос на цельнолитые корпуса из инженерных пластиков. Не просто ?пластик?, а конкретные марки — усиленный стекловолокном полипропилен (PP-GF), PVDF для более высоких температур и агрессивных сред. Ключевым стал момент с самовсасыванием. В химических процессах часто нужно откачать реактив из ёмкости, расположенной ниже уровня насоса. Обычный пластиковый химический насос здесь бесполезен — ему нужна заливка. А вот самовсасывающая конструкция, где в корпусе создаётся полость для первоначального заполнения и последующего удержания жидкости при остановках — это уже серьёзное решение.
Мы на производственной линии сначала пробовали адаптировать конструкцию металлических самовсасывающих насосов под литьё пластика. Не вышло — напряжения в литьевой форме, проблемы с герметичностью фланцев. Пришлось фактически перепроектировать улиту и камеру всасывания, усиливая рёбра жёсткости, но без ущерба для проходного сечения. Это был долгий этап проб и, что важно, провалов. Один из ранних прототипов для перекачки азотной кислоты дал микротрещину на корпусе после 200 часов работы — материал PP не подошёл по длительной химической стойкости, перешли на PVDF, хоть он и дороже.
Конструктивные ловушки самовсасывания в пластике
Сам принцип самовсасывания основан на создании в корпусе насоса воздушно-жидкостной смеси и её сепарации. В металле это отработанно. В пластике же есть нюанс: вибрации от дисбаланса рабочего колеса, даже минимальные, в сочетании с циклическими нагрузками от кавитации (а она при самовсасывании иногда неизбежна на первых секундах пуска) могут приводить к усталостным явлениям в материале. Не к мгновенному разрушению, а к постепенному снижению прочности.
Поэтому на этапе испытаний на нашей линии мы гоняем насосы в режиме частых пусков/остановок, специально создавая условия неполного заполнения. Смотрим не только на производительность и напор, но и на температуру корпуса в зоне улиты, на шум. Часто проблема была не в основном корпусе, а в крышке, где стоит торцевое уплотнение. Пластик и металл вала имеют разные коэффициенты теплового расширения — при нагреве от трения в уплотнении могло подтекать. Решили переходной втулкой из специального керамико-полимерного композита.
Ещё один момент — это фланцы. Пластиковые фланцы по ГОСТ или DIN, рассчитанные на давление, могут отлично держать, но при затяжке болтов на металлическом трубопроводе легко перетянуть — появляется внутреннее напряжение, трещина. Пришлось разработать и поставлять с насосами специальные переходные металлические фланцы с пластиковым хвостовиком, который приваривается к корпусу насоса методом контактной сварки. Это увеличило стоимость, но сняло 90% рекламаций по подтеканиям на соединениях.
Из цеха на объект: кейс с очистными сооружениями
Один из показательных случаев был на очистных сооружениях небольшого химического комбината. Там нужно было перекачивать отработанный щелочной раствор с взвесью абразивных частиц из отстойника. Ранее стояли обычные центробежные насосы из ?нержавейки? — быстро выходили из строя из-за абразивного износа и коррозии. Поставили наш пластиковый самовсасывающий центробежный насос с рабочим колесом из PVDF и корпусом из PP-GF.
Первая ошибка — не учли концентрацию твёрдых частиц. Стандартное рабочее колесо с полузакрытыми лопатками забилось за неделю. Вернули насос, заменили на модификацию с открытым рабочим колесом и увеличенным зазором. Вторая проблема — на всасывающей линии был длинный горизонтальный участок, и при самовсасывании с глубины 4 метра время заполнения линии было велико, насос перегревался. Добавили простейший обратный клапан в нижней точке всасывания — проблема ушла.
В итоге, этот насос отработал уже больше двух лет с плановыми остановками только на замену торцевого уплотнения (раз в год). Для клиента это был показатель. Для нас — подтверждение, что правильный подбор материала и модификация конструкции под конкретную среду важнее, чем просто ?высокие параметры? в каталоге.
Линейка и синергия на производстве
У нас в компании, как я упоминал, восемь полных линий. Это не просто сборочные конвейеры. Это именно цепочка: НИОКР (где как раз и рождались эти модификации под абразивы или высокие температуры), литьевой цех (своё производство пластиковых деталей — это контроль качества шихты и параметров литья), стенды испытаний (где насосы гоняют на реальных жидкостях, не на воде), и конечно, сборка, продажи и сервис.
Производство пластиковых самовсасывающих насосов логично встроилось в общую линейку. Есть стандартные центробежные насосы — для них базовая гидравлическая часть уже отработана. Есть химические пластиковые насосы — для них есть знания по материалам. Самовсасывающая модификация стала гибридом, где взяли надёжную гидравлику от одних, стойкость материалов от других, и добавили собственную разработку — камеру всасывания и систему отделения воздуха.
Это позволяет, кстати, достаточно гибко конфигурировать насосы под заказ. Часто клиенту нужен насос для, допустим, перекачки гипохлорита натрия. Агрессивная среда, температура до 40°C, требуется самовсасывание с 5 метров. Берём базовый корпус из PVDF, рабочее колесо из того же материала, но с увеличенными зазорами (гипохлорит часто с примесями), комплектуем двойным торцевым уплотнением с промывкой от чистой воды, и устанавливаем на опорную металлическую плиту с двигателем. Всё это делается практически на той же линии, что и серийные модели, но с перенастройкой.
Не только насос, а система
Самый главный урок за эти годы — продавать нужно не просто самовсасывающий центробежный насос, а решение. Клиент часто не в курсе, что для такой конструкции критически важна герметичность всасывающей линии. Или что при перекачке летучих жидкостей возможна кавитация в самом корпусе насоса из-за паровых пробок, и тут нужно думать о давлении на входе.
Поэтому сейчас в проектах мы всегда запрашиваем максимально подробные данные о среде: не просто ?кислота?, а тип, концентрация, температура, наличие твёрдых включений, их размер и концентрация. А также о схеме установки: длина и диаметр всасывающей линии, наличие клапанов, глубина ёмкости. Иногда после анализа выгоднее предложить не самовсасывающий насос, а погружной пластиковый насос или насос с приёмной ёмкостью. Честность здесь окупается долгосрочными отношениями.
На сайте yangtzeriverpump.ru мы стараемся не просто выложить каталог, а дать эти подсказки: технические заметки, рекомендации по обвязке. Это не SEO-тексты, а именно выжимка из отчётов по испытаниям и монтажу. Потому что даже самый хороший пластиковый насос можно угробить за месяц неправильной эксплуатацией. А наша задача — чтобы оборудование работало долго. В этом, наверное, и заключается подход ООО Чжэцзян Янцзыцзян Насосная Промышленность: не просто произвести, а довести до стабильной работы на объекте заказчика, будь то химический завод или система фильтрации бассейна.
В итоге, возвращаясь к началу. Пластиковые самовсасывающие центробежные насосы — это не какая-то экзотика, а вполне рабочий инструмент, который занял свою нишу между дорогими специализированными аппаратами и недолговечными универсальными решениями. Их эффективность упирается в три кита: корректный подбор пластика под среду, грамотная инженерная проработка узла самовсасывания с учётом особенностей полимеров и, как ни банально, честный диалог с заказчиком о реальных условиях работы. Без любого из этих пунктов можно получить в лучшем случае дорогую игрушку, а в худшем — аварию на линии. Мы на своих линиях прошли этот путь от пробных образцов до серийных поставок, и понимаем, что здесь нет мелочей — каждый узел, от литого фланца до материала сальника, работает на общий результат.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Химические центробежные насосы из фторопласта IHF
Химические центробежные насосы из фторопласта IHF -
 Комплектные установки водоснабжения с частотным регулированием и постоянным давлением CDLF
Комплектные установки водоснабжения с частотным регулированием и постоянным давлением CDLF -
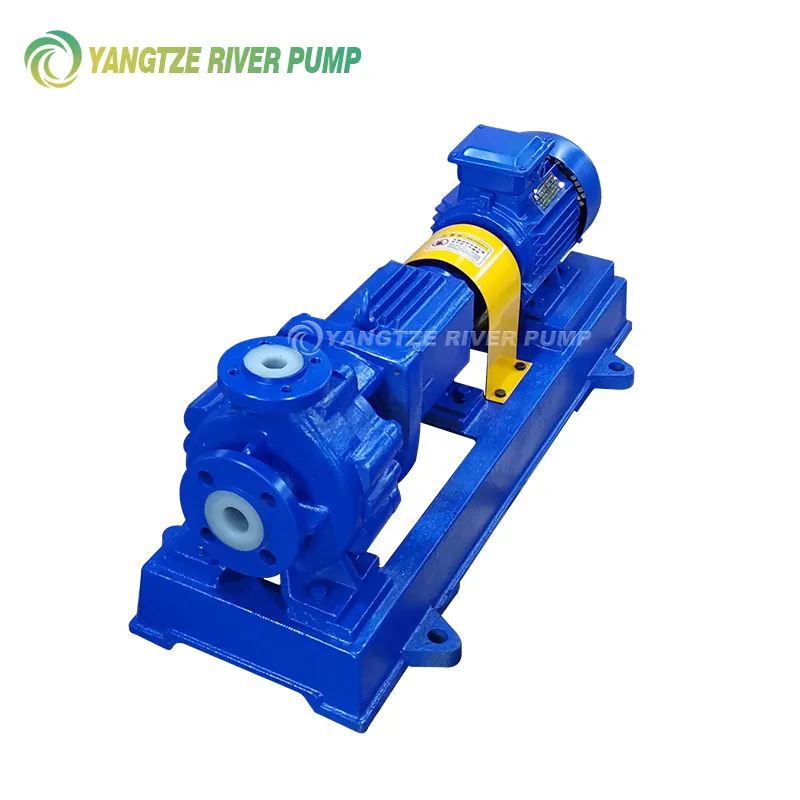
 Редукторные шнековые насосы типа G
Редукторные шнековые насосы типа G -
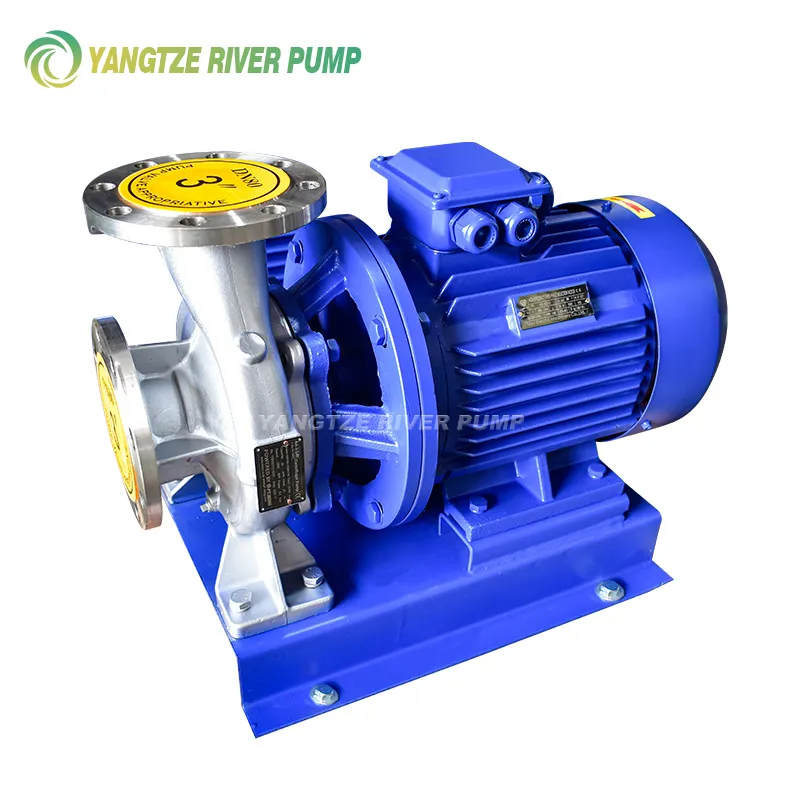
 Горизонтальные химические центробежные насосы типов IS и IR
Горизонтальные химические центробежные насосы типов IS и IR -
 Водокольцевые вакуумные насосы типа 2EB
Водокольцевые вакуумные насосы типа 2EB -
 Скважинные насосы типа QJ
Скважинные насосы типа QJ -
 Нефтехимические технологические насосы API 610 YZA
Нефтехимические технологические насосы API 610 YZA -
 Высоковязкостные насосы с внутренним зацеплением типа NYP
Высоковязкостные насосы с внутренним зацеплением типа NYP -
 Дизельные насосы с горизонтальным разъёмом YZS и YZSH
Дизельные насосы с горизонтальным разъёмом YZS и YZSH -
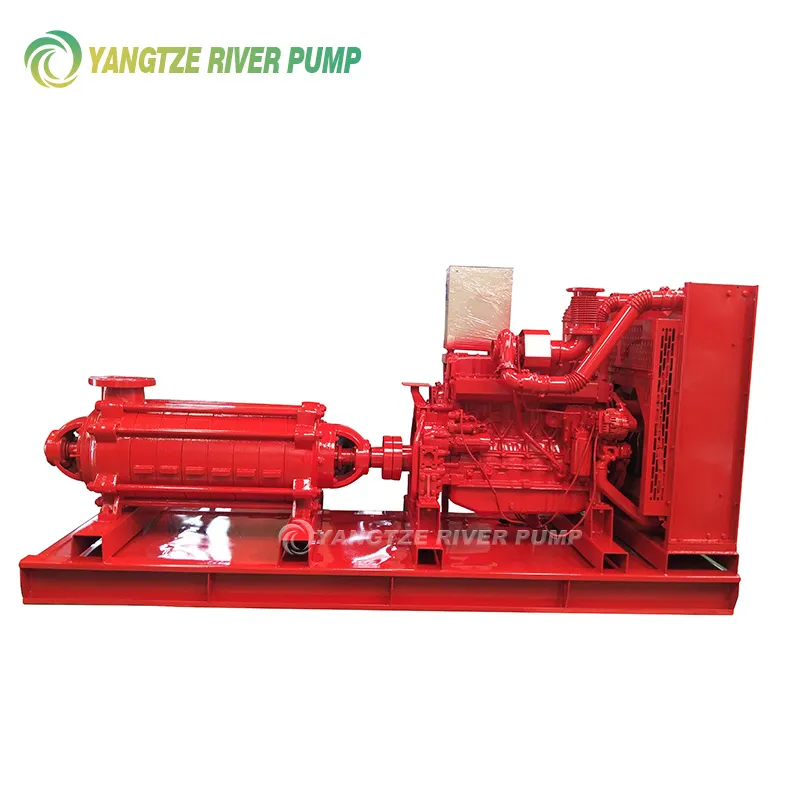 Серия YZD Дизельные многоступенчатые центробежные насосы
Серия YZD Дизельные многоступенчатые центробежные насосы -
 Бесступенчато регулируемые шнековые насосы типа G
Бесступенчато регулируемые шнековые насосы типа G -
 Плунжерные дозировочные насосы типа DZ-X
Плунжерные дозировочные насосы типа DZ-X
Связанный поиск
Связанный поиск- глубинные насосы диаметром 50
- насосы центробежные 8 18
- насос одноступенчатый вертикальный центробежный с сухим ротором
- шестеренчатый насос 80
- глубинные насосы оборудование
- YZS Дизельные насосы с горизонтальным разъёмом
- мощные центробежные насосы
- Электрические мембранные насосы из нержавеющей стали
- магнитный насос для перекачки
- глубинный насос горизонтальный