











мембранный перекачивающий насос
Когда говорят ?мембранный перекачивающий насос?, многие сразу представляют себе что-то простое и почти неубиваемое — два блока, мембрана, клапаны, и качай себе. Но на практике, особенно с химически активными средами или суспензиями с высокой долей сухого остатка, эта кажущаяся простота оборачивается десятком нюансов, которые не прочитаешь в каталоге. Частая ошибка — считать, что главное это давление и производительность, а материал мембраны и шаровых клапанов подберется ?по стандарту?. Именно на этом этапе и случаются основные накладки, когда насос, идеально подходящий по паспорту, на объекте начинает капризничать или выходить из строя раньше срока.
Конструкция — это не только про корпус
Возьмем, к примеру, наши собственные наработки на производстве. Когда ООО Чжэцзян Янцзыцзян Насосная Промышленность только начинала серийный выпуск мембранных перекачивающих насосов, фокус был на надежности пневмопривода и унификации. Но первые же отзывы с мест показали: клиент из лакокрасочной промышленности жаловался на залипание шариков в седлах клапанов при работе с густыми пигментами. Паспортная вязкость среды была соблюдена, но не учли ее тиксотропные свойства — при остановках состав ?застывал? в узких местах.
Пришлось пересматривать не просто геометрию клапанной группы, а подход к испытаниям. Теперь мы гоняем не только воду, но и моделирующие среды на стендах. Это, кстати, одно из преимуществ полного цикла — от НИОКР до испытаний на одной площадке, как у нас на yangtzeriverpump.ru. Можно быстро внести изменения и проверить их в условиях, близких к ?боевым?, а не ждать месяцами отчетов от сторонних лабораторий.
И вот еще что важно — балансировка. Не механическая, а балансировка работы мембран. Если в двухдиафрагменном насосе ход мембран не синхронизирован идеально, возникает вибрация, которая со временем расшатывает крепления трубопроводов, особенно на пластиковых линиях. Мы на своем опыте убедились, что даже небольшая асимметрия, допустимая по общим стандартам, на постоянной работе в 24/7 выливается в преждевременный измотр резины по краям мембраны. Поэтому сейчас на финальной сборке каждый узел проверяется на специальном стенде, имитирующем длительную цикличную нагрузку.
Материалы: за что платит клиент на самом деле
Здесь поле для самых больших заблуждений. ?Нержавейка есть нержавейка? — это не наш случай. Корпусная часть — да, обычно AISI 316 или эквивалент. А вот мембрана... Эластомер — это целая наука. PTFE (тефлон) отлично подходит для агрессивных кислот, но его гибкость и ресурс на холоде — отдельный вопрос. NBR, EPDM, FKM — у каждого своя область химической стойкости, причем важно учитывать не только чистый реагент, но и возможные примеси, температуру, наличие абразива.
Был случай на одном из целлюлозно-бумажных комбинатов. Перекачивали остаточный щелок с волокнами. По таблице химической стойкости для щелока подходила мембрана из EPDM. И она работала, но ее ресурс оказался в 3 раза ниже расчетного. Стали разбираться. Оказалось, в среде был высокий процент хлоридов, которые не учитывались в исходном техзадании. Перешли на мембраны из FKM-резины со специальной добавкой — проблема ушла. Этот опыт теперь для нас кейс-правило: всегда запрашивать максимально полный и реальный, а не идеальный, состав среды.
Кстати, это одна из причин, почему в нашем ассортименте, помимо диафрагменных насосов, всегда есть и пластиковые химические насосы. Иногда клиенту, глядя на сложный коктейль реагентов, выгоднее и надежнее предложить решение на основе цельнолитого полипропиленового или PVDF насоса. Задача инженера — не продать конкретный тип, а найти оптимальное решение. Мы на производстве это понимаем, поэтому и держим восемь полных линий — чтобы был выбор и возможность комбинировать технологии.
Пневматика против электропривода: неочевидный выбор
Классический мембранный перекачивающий насос — чаще всего пневматический. Без искр, возможность регулировки производительности дросселем, простота. Но на больших расходах сжатый воздух становится ?золотым?. Считали для одного завода минеральных удобрений: линия дозирования нескольких компонентов на 12 точек. Изначально проект под пневматику. Когда посчитали стоимость подготовки сжатого воздуха нужной чистоты и давления для круглосуточной работы двух десятков насосов, цифры оказались пугающими.
Пришлось рассматривать электрические мембранные насосы с редуктором и кривошипно-шатунным механизмом. Шумнее, нужна взрывозащита, но КПД по энергии — в разы выше. Сделали пилотный проект на трех точках. Да, первоначальные вложения больше, но окупаемость по энергозатратам — меньше двух лет при такой интенсивности. Для клиента это оказалось выгоднее. Сейчас этот цех работает на нашей технике, но уже в электромеханическом исполнении.
Этот пример хорошо показывает, что продавать ?с полки? — не наш подход. Часто нужно глубоко погрузиться в технологический процесс заказчика, посчитать не только цену насоса, но и стоимость владения. На сайте yangtzeriverpump.ru мы, конечно, приводим основные параметры, но итоговый подбор — это всегда диалог. Иногда в процессе выясняется, что для части операций больше подойдет магнитный насос или погружной насос, а для другой — именно диафрагменный. И это нормально.
Монтаж и обслуживание: где рождается ресурс
Можно сделать идеальный аппарат, но испортить его на первой же обвязке. Типичная ошибка — жесткая подводка труб прямо к фланцам насоса. Вибрация-то есть, пусть и небольшая. Со временем — усталость металла, трещины, протечки. Всегда настаиваем на использовании гибких вставок или хотя бы правильной опоре трубопроводов. Еще момент — расположение. Насос должен стоять так, чтобы к нему был нормальный доступ для замены мембраны и клапанов. Казалось бы, очевидно. Но на тесных площадках этим часто жертвуют, а потом обслуживание превращается в многочасовой квест со сваркой и разбором соседних коммуникаций.
По обслуживанию у нас выработалось простое правило: диагностика по звуку и поведению. Опытный мастер за несколько минут работы насоса услышит, если начал подклинивать шариковый клапан или если мембрана вот-вот порвется — ритм работы меняется, появляются призвуки. Мы всегда рекомендуем клиентам обучать своих механиков не просто менять комплект ремонта, а сначала слушать и смотреть. Это увеличивает межремонтный интервал.
Запасные части — отдельная история. Мы, как производитель, конечно, заинтересованы в продаже оригинальных ремкомплектов. Но реальность такова, что на рынке полно аналогов, часто — откровенно слабых. Видели ?мембраны?, которые рвались после двух недель работы в среде, для которой якобы были предназначены. Поэтому наша позиция: мы гарантируем ресурс и бесперебойность только с нашими комплектующими. Потому что знаем, из какого именно сырья и по какой технологии их делаем. И это не маркетинг, это выводы из разборов отказов, которые периодически к нам приходят.
Куда движется технология? В сторону умной простоты
Сейчас тренд — навешивать на все датчики и подключать к IoT. С мембранными насосами это тоже происходит, но с оговорками. Датчик давления на каждой камере, датчик положения диафрагмы, расходомер — это все дает картину для предиктивной аналитики. Но увеличивает стоимость и сложность. Наше видение, основанное на запросах с производства: для 80% применений достаточно двух точек контроля — общее давление воздуха на входе (показывает падение производительности или засор) и простейший датчик протечки в зоне возможного разрыва мембраны. Этого достаточно, чтобы избежать серьезных аварийных ситуаций.
Более интересное направление — это разработка новых композитных материалов для мембран, которые сочетают химическую стойкость PTFE с эластичностью резины. Пилотные образцы уже есть, но пока они существенно дороже. Вторая область — оптимизация внутренней геометрии проточной части для минимизации гидравлических потерь при перекачке вязких продуктов. Это как раз то, чем занимается наше конструкторское бюро в рамках НИОКР. Не революция, а эволюция — шаг за шагом увеличивать эффективность и ресурс.
В итоге, возвращаясь к началу. Диафрагменный перекачивающий насос — это не просто ?купил и поставил?. Это инструмент, эффективность которого на 30% определяется правильным выбором модели и материалов, на 30% — грамотным монтажом и обвязкой, и на 40% — пониманием его особенностей в конкретном технологическом процессе. Именно поэтому мы в ООО Чжэцзян Янцзыцзян Насосная Промышленность делаем ставку не на самый большой каталог, а на глубинную экспертизу и полный цикл производства. Чтобы из цеха выходил не просто агрегат, а готовое, продуманное решение, которое будет работать годами, а не создавать проблемы. Как говорится, простота должна быть надежной, а надежность — не обязательно сложной.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Механические мембранные дозировочные насосы DJ-Z
Механические мембранные дозировочные насосы DJ-Z -
 Неметаллические электрические мембранные насосы DBY
Неметаллические электрические мембранные насосы DBY -
 Горизонтальные многоступенчатые центробежные насосы (лёгкой серии) CHL и CHLF
Горизонтальные многоступенчатые центробежные насосы (лёгкой серии) CHL и CHLF -
 Коррозионностойкие центробежные насосы из нержавеющей стали SFB и SFBX
Коррозионностойкие центробежные насосы из нержавеющей стали SFB и SFBX -
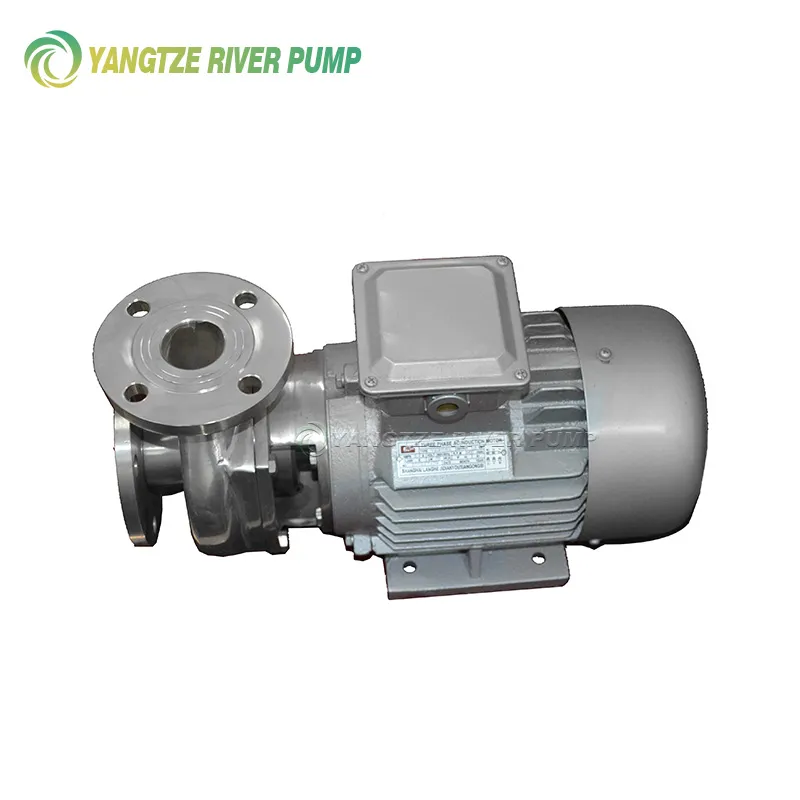
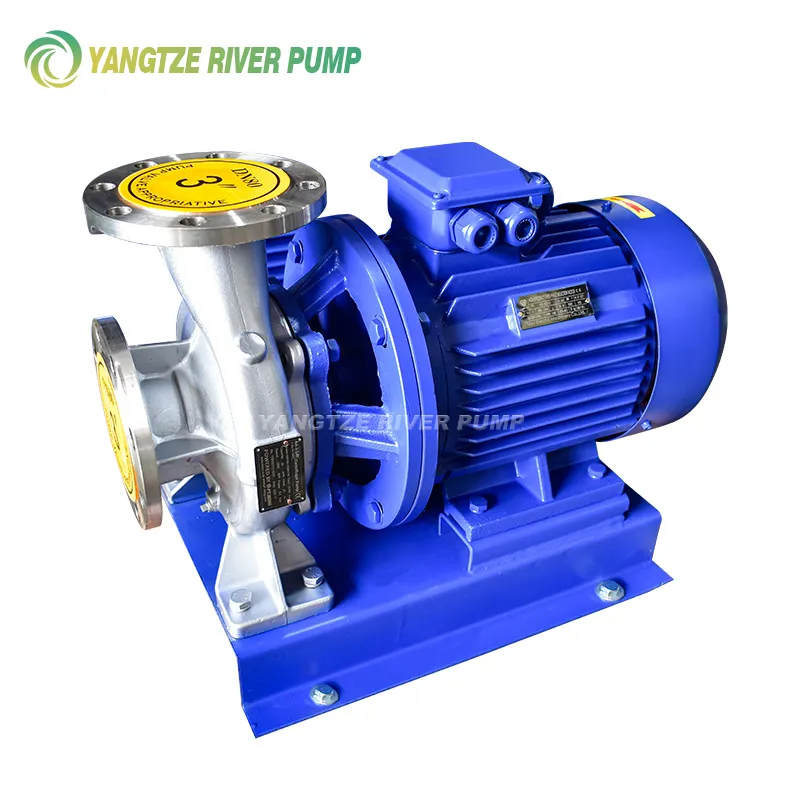 Одноступенчатые горизонтальные трубопроводные центробежные насосы ISW и ISWH
Одноступенчатые горизонтальные трубопроводные центробежные насосы ISW и ISWH -
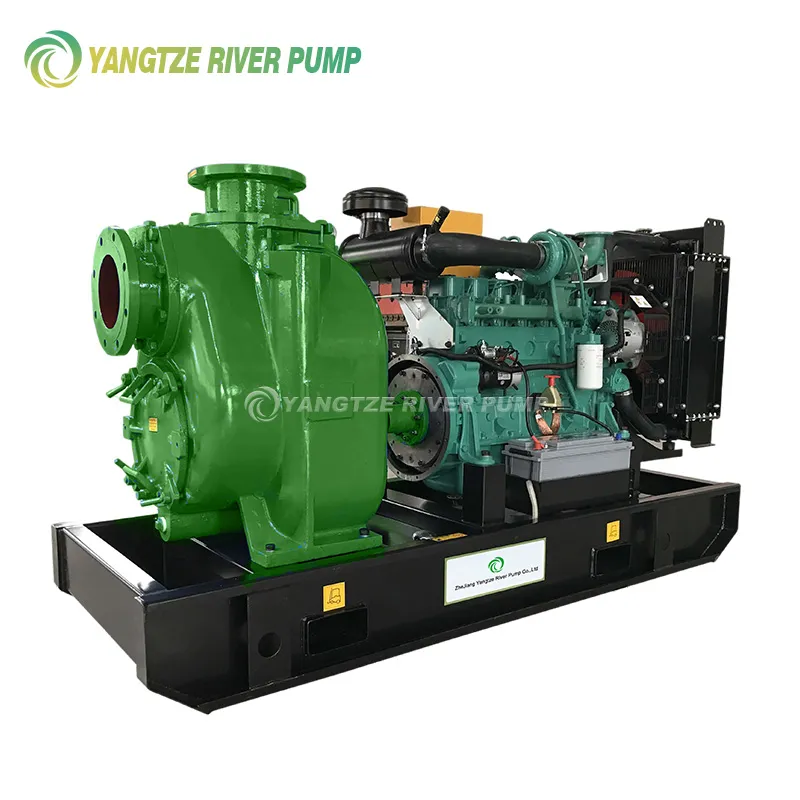 YZSP Дизельные самовсасывающие насосы
YZSP Дизельные самовсасывающие насосы -
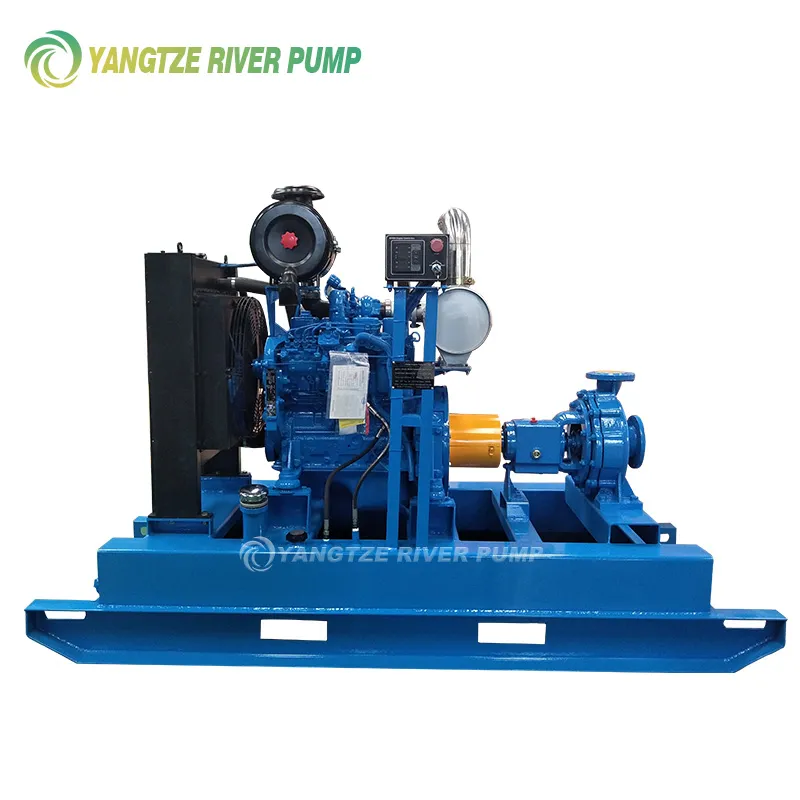 YZIS Дизельные одноступенчатые центробежные насосы
YZIS Дизельные одноступенчатые центробежные насосы -
 Одношнековые насосы типа G
Одношнековые насосы типа G -
 Погружные химические насосы FY
Погружные химические насосы FY -
 Вертикальные магнитные насосы CQB-L
Вертикальные магнитные насосы CQB-L -
 Незасоряющиеся погружные насосы для сточных вод QW
Незасоряющиеся погружные насосы для сточных вод QW -
 Вертикальные насосы для установки внутри/снаружи ёмкости YZCN и YZCW
Вертикальные насосы для установки внутри/снаружи ёмкости YZCN и YZCW
Связанный поиск
Связанный поиск- вакуумный насос 2 1 5
- насосы центробежные 50 квт
- насос центробежный 37 квт
- химический насос с магнитной муфтой
- CHL Горизонтальные многоступенчатые центробежные насосы (лёгкой серии)
- глубинный насос большой
- артезианские глубинные насосы
- Водокольцевые вакуумные насосы
- магнитный циркуляционный насос
- Глубинные насосы