











Магнитный насос
Когда говорят про магнитный насос, многие сразу представляют себе ?абсолютную герметичность? и полную безопасность для агрессивных сред. Это, конечно, верно, но лишь на поверхности. Где на самом деле кроется подвох, так это в балансировке ротора и тепловом режиме. Если с первым справиться относительно просто — современные станки позволяют, то с отводом тепла от гильзы в условиях длительной работы на вязких жидкостях... тут уже начинается настоящая инженерная кухня. Именно на этих нюансах часто ?горят? те, кто выбирает насосы только по каталогу, не вникая в физику процесса.
От теории к практике: где ломаются стереотипы
Взять, к примеру, наш опыт на производстве в ООО Чжэцзян Янцзыцзян Насосная Промышленность. Когда мы только запускали линейку химических магнитных насосов, была уверенность, что ключевое — это подбор материалов уплотнительной гильзы. И да, для соляной кислоты или щелочей это критично. Но один случайный заказ на перекачку суспензии с мелкодисперсным абразивом всё перевернул. Насос, идеально работавший на чистом реактиве, вышел из строя через 80 часов. Не из-за коррозии, а из-за банального перегрева внутреннего узла — взвесь оседала в зазоре между гильзой и ротором, ухудшая теплоотвод, магнитная муфта начала проскальзывать.
Пришлось возвращаться к расчётам. Увеличили зазор, но не критично, чтобы не терять КПД. Пересмотрели конструкцию каналов охлаждения внешнего корпуса. Важный момент — не все заказчики готовы обеспечивать идеальные условия охлаждения на месте, поэтому насос должен иметь некоторый ?запас прочности? по тепловому режиму. Это тот самый практический компромисс, которого нет в учебниках.
Именно после таких случаев мы на нашем сайте yangtzeriverpump.ru стали акцентировать не только на материале исполнения (PP, PVDF, нержавейка), но и на рекомендациях по работе со средами разной вязкости и с включениями. Потому что магнитный насос — это система, а не просто набор коррозионностойких деталей.
Детали, которые решают всё: неочевидные точки внимания
Часто смотрят на мощность двигателя и напор. А я бы посоветовал в первую очередь смотреть на конструкцию подшипников и способ их смазки. В полностью герметичном магнитном насосе подшипники скольжения работают на перекачиваемой среде. Если среда низкосмазывающая (например, чистая вода или легкий растворитель), ресурс падает в разы. Мы для таких случаев предлагаем вариант с принудительной циркуляцией смазки через полый вал — решение не самое дешёвое, но для непрерывных процессов незаменимое.
Ещё один тонкий момент — это балансировка вращающихся масс. Не самого ротора насоса, а всей сборки: внутренний ротор, вал, подшипниковый узел. Их балансируют в сборе, после запрессовки магнитов. Почему? Потому что магнит, особенно если это редкоземельный сплав, создаёт значительную массу. Любой дисбаланс на высоких оборотах (а они в таких насосах часто от 2900 об/мин) ведёт к вибрации, которая убивает подшипники и может привести к растрескиванию керамической гильзы. Мы на производстве делаем динамическую балансировку каждой единицы — это увеличивает время сборки, но сводит гарантийные случаи к минимуму.
И, конечно, тесты. Готовый магнитный насос у нас гоняют не просто на воде. Есть стандартный цикл: вода, затем глицериновый раствор для имитации вязкости, проверка на нагрев корпуса муфты, замер проскальзывания при пиковой нагрузке. Только после этого — маркировка и упаковка. Без этого этапа говорить о надёжности просто некорректно.
Ошибки монтажа и эксплуатации: что видим в поле
Самая распространенная история — это монтаж на жесткую, неотбалансированную раму. Насос стоит ровно, трубопроводы подведены, но вибрация от соседнего оборудования передаётся по фундаменту. Для центробежного насоса это может быть терпимо, а для магнитной муфты, где зазоры минимальны, — смертельно. Всегда советуем виброопоры, даже если заказчик считает это излишеством.
Вторая беда — работа ?на закрытую задвижку? или в режиме малого потока. В обычном насосе это грозит перегревом и кавитацией. В магнитном — всё то же самое, но с фатальными последствиями для магнитов. Перегрев выше критической точки Кюри (для стандартных ферритовых магнитов это около 250°C, для неодимовых — ниже) приводит к необратимой потере магнитных свойств. Муфта перестаёт передавать момент. Ремонт — только полная замена дорогостоящего узла. Поэтому в инструкциях мы дублируем жирным шрифтом: минимальный расход — не менее 30% от номинала, и обязательно предусмотреть байпасную линию или частотник.
Был случай на одном химическом заводе: насос качал пероксид водорода, всё было хорошо. Но технолог решил сэкономить и запустил его на полную мощность для быстрой откачки из ёмкости, забыв, что линия была перекрыта на 80%. Результат — перегрев, разложение пероксида с выделением кислорода и пара, давление в гильзе... Хорошо, что обошлось без разрыва. После этого в документацию добавили отдельный раздел по работе с нестабильными и разлагающимися при нагреве средами.
Взаимосвязь с другими типами: почему магнитный — не панацея
Наше предприятие, как указано на сайте yangtzeriverpump.ru, выпускает широкий спектр: и центробежные, и диафрагменные, и шнековые насосы. Так вот, магнитный насос — это не всегда лучший выбор. Для высоковязких продуктов, скажем, как патоки или шламы, лучше подойдёт одношнековый. Для дозирования — диафрагменный. Магнитный же идеален там, где есть высокие требования к чистоте процесса и абсолютной герметичности: летучие, токсичные, дорогие или агрессивные жидкости.
Часто возникает вопрос: а что надёжнее, торцевое уплотнение или магнитная муфта? С точки зрения абсолютной герметичности — муфта. Но с точки зрения ремонтопригодности и стоимости владения для стандартных сред — иногда торцевое уплотнение выгоднее. Всё упирается в стоимость простоя и возможные последствия утечки. Для фармацевтики или микроэлектроники, где цена утечки — это брак всей линии и остановка производства, выбор очевиден в пользу магнита.
Поэтому когда к нам обращаются, мы не просто продаём насос из каталога. Сначала задаём вопросы про среду, температуру, режим работы (постоянный/цикличный), доступность обслуживания на объекте. Исходя из этого уже предлагаем решение. Иногда это действительно магнитный насос из нашего модельного ряда, а иногда — центробежный насос из нержавейки с двойным торцевым уплотнением и системой барьерной жидкости. Цель — чтобы оборудование отработало свой ресурс, а не простояло на складе как ?ошибочная покупка?.
Взгляд в будущее: куда движется технология
Сейчас тренд — это мониторинг состояния. Для магнитных насосов критически важным параметром является температура внешнего корпуса магнитной муфты. Мы экспериментируем со встроенными датчиками температуры с беспроводной передачей данных. Это позволяет отслеживать начало перегрева ещё до срабатывания аварийных термопар и проскальзывания муфты. Пока это опция, но, думаю, скоро станет стандартом для насосов, работающих в ответственных контурах.
Ещё одно направление — это материалы постоянных магнитов. Стандартные ферритовые дешевы, но громоздки и имеют невысокую удельную энергию. Самарий-кобальтовые дороги, но стабильны при высоких температурах. Сейчас активно развиваются технологии на основе неодима (NdFeB) с улучшенным температурным стабильностью и коррозионными покрытиями. Это позволит делать муфты компактнее и мощнее без роста габаритов насоса.
И, конечно, КПД. Основные потери в магнитном насосе — это вихревые токи в гильзе и трение в подшипниках. Работа идёт над применением неметаллических композитных материалов для гильз с высокой теплопроводностью и электрическим сопротивлением. А также над геометрией магнитного зазора и полюсов для создания более однородного магнитного поля. Это уже задачи для нашей исследовательской лаборатории, о которой упоминается в описании компании. Пока это эксперименты, но несколько прототипов уже показывают прирост эффективности на 3-5%, что для непрерывного процесса — огромная экономия.
В итоге, что хочу сказать. Магнитный насос — это сложный, точный механизм, а не просто ?коробка с магнитами?. Его выбор, монтаж и эксплуатация требуют понимания принципов работы и всех подводных камней. Гоняться за самой низкой ценой здесь — себе дороже. Надо смотреть на производителя, на его подход к испытаниям, на готовность дать детальные консультации по применению. Как это делаем мы в ООО Чжэцзян Янцзыцзян Насосная Промышленность: сначала разбираемся в задаче, потом предлагаем решение. Только так оборудование работает годами, а не становится головной болью для службы главного механика.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
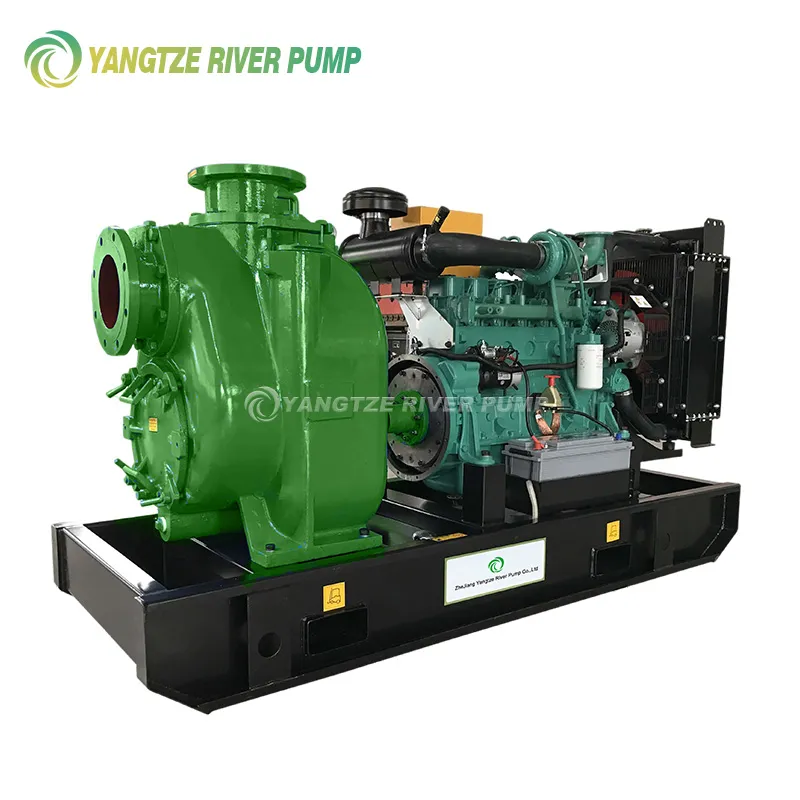 YZSP Дизельные самовсасывающие насосы
YZSP Дизельные самовсасывающие насосы -
 Химические центробежные насосы из фторопласта IHF
Химические центробежные насосы из фторопласта IHF -
 Вертикальные насосы с футеровкой из фторопласта YQF
Вертикальные насосы с футеровкой из фторопласта YQF -
 Неметаллические пневматические мембранные насосы QBK
Неметаллические пневматические мембранные насосы QBK -
 Магнитные насосы с футеровкой из фторопласта CQB-F
Магнитные насосы с футеровкой из фторопласта CQB-F -
 Водокольцевые вакуумные насосы типа 2SK
Водокольцевые вакуумные насосы типа 2SK -
 YZZW Дизельные самовсасывающие насосы
YZZW Дизельные самовсасывающие насосы -
 Многоступенчатые центробежные насосы вертикальные из нержавеющей стали (лёгкой серии) CDL и CDLF
Многоступенчатые центробежные насосы вертикальные из нержавеющей стали (лёгкой серии) CDL и CDLF -
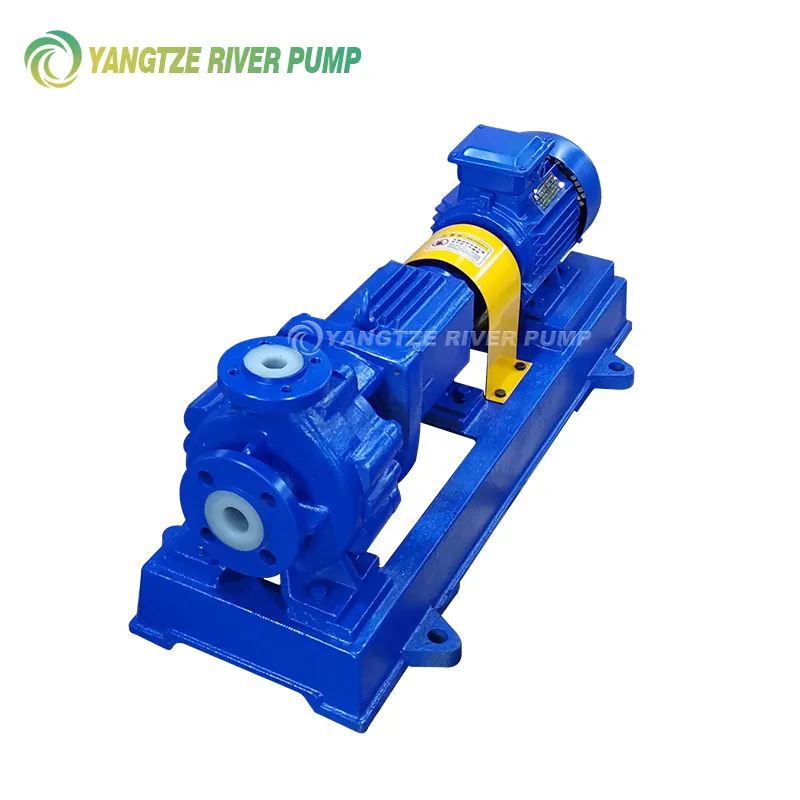
 Редукторные шнековые насосы типа G
Редукторные шнековые насосы типа G -
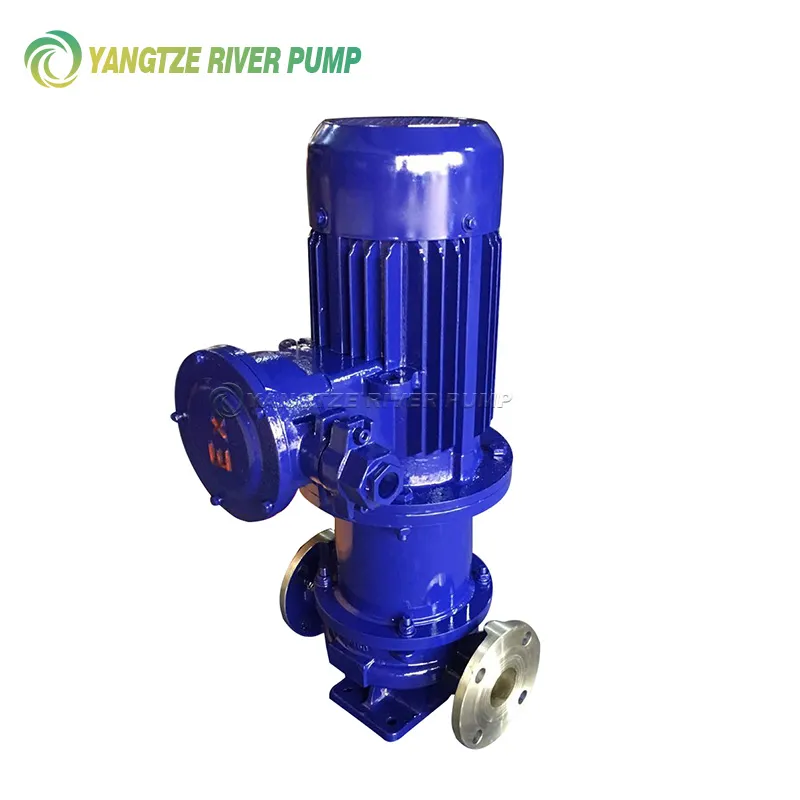
 Вертикальные одноступенчатые трубопроводные центробежные насосы ISG и IHG
Вертикальные одноступенчатые трубопроводные центробежные насосы ISG и IHG -
 Насосы для термального масла RY
Насосы для термального масла RY -
 Неметаллические электрические мембранные насосы DBY
Неметаллические электрические мембранные насосы DBY
Связанный поиск
Связанный поиск- полупогружной многоступенчатый насос
- насос центробежный 2 5 квт
- вакуумный насос из компрессора
- насос одноступенчатый вертикальный центробежный с сухим ротором
- одинарные центробежные насосы
- Насосы для сточных вод из нержавеющей стали
- мембранный насос фото
- двигатель глубинного насоса
- центробежный насос 150 м3 ч
- Плунжерные дозировочные насосы